Typical Problems and Solutions in CNC Machine Tool Faucet Peeling Making Machine Installation
For the faucet peeling machine, in addition to the most basic lathe hardware and system software, the most frequently used and most important tool is the tool. The tool is an important tool in machining and turning, and the machining accuracy and quality of the workpiece are closely related to the tool.
For the tool, in addition to choosing a suitable and high-quality tool, you should also pay attention to the installation of the tool. Many tool usage problems are mostly caused by errors in the installation of the tool, which makes it impossible to successfully complete the processing of the workpiece.
Generally speaking, in the installation of CNC machine tool tools, typical problems that often occur are: improper tool installation position, unstable tool installation, and uneven tool tip and workpiece axis. This article provides several corresponding solutions to these problems, hoping to be helpful to you.
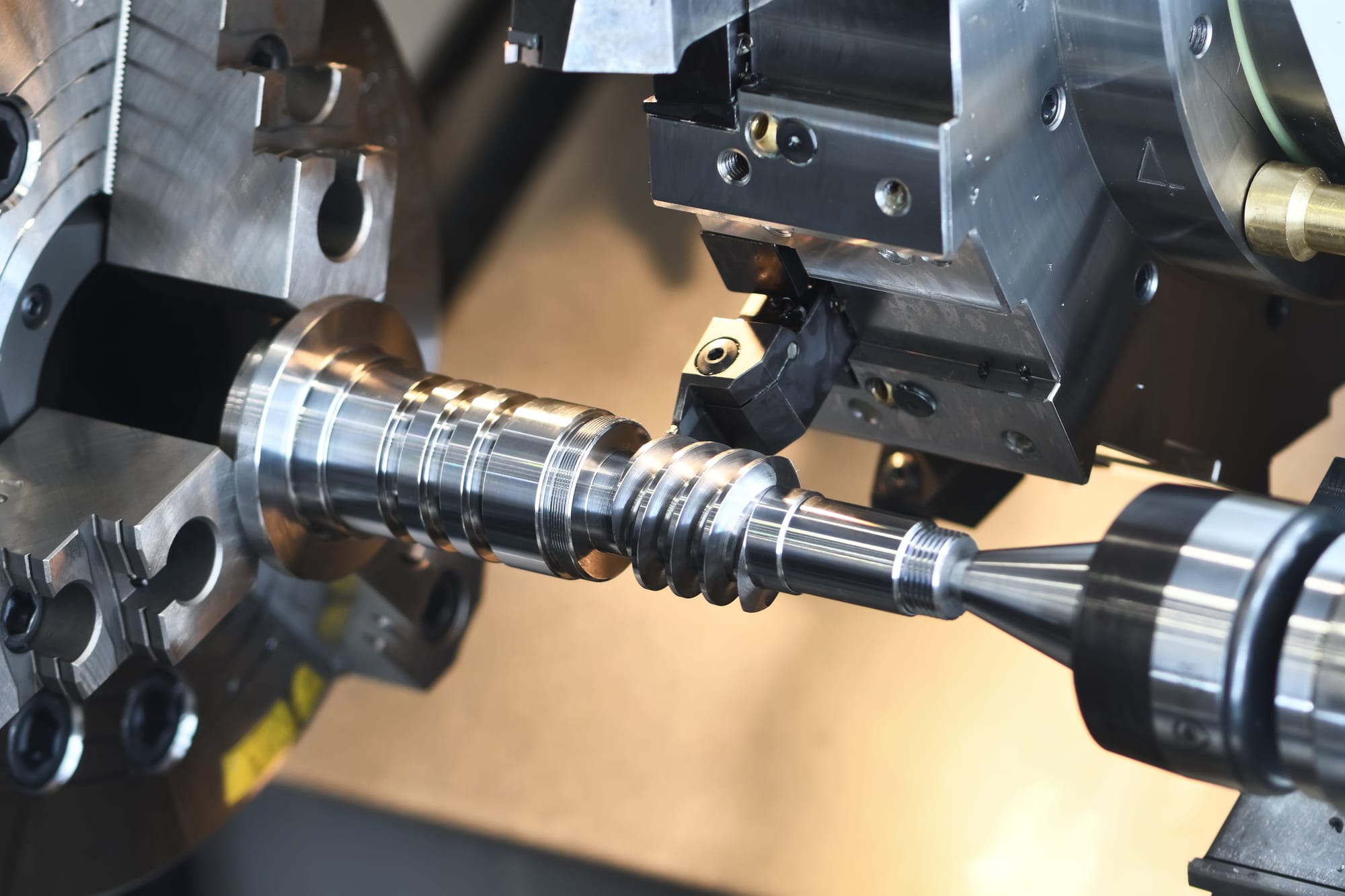
Typical problems and solutions in CNC machine tool tool installation (Figure 1)
1. Solutions when the tool is improperly installed and the tool is not firmly installed.
(1) When installing the tool, the tool tip should be at the same height as the tool workpiece axis. When roughing and turning large-diameter workpieces, the tool tip should be slightly higher than the workpiece axis; when finishing, the tool tip should be slightly lower than the workpiece axis, but when finishing contours such as cones and arcs, the tool tip should be strictly aligned with the workpiece axis;
(2) When there is a tool holder or center frame support, in order to make the tool tip close to the workpiece, the tool should be installed appropriately to the right to generate a certain radial force; when there is no tool holder or center frame support, the tool should be installed appropriately to the left to minimize the radial cutting force;
(3) The tool's protrusion length should not be too long to prevent cutting vibration caused by poor rigidity, which will cause a series of problems such as rough workpiece surface, vibration, and tool jamming. Therefore, the tool's protrusion length should be controlled as much as possible, and the tool clamping should be as short as possible while meeting the requirements;
(4) The bottom of the tool bar should be flat. If a gasket is used, the gasket should be flat, the front end of the gasket should be aligned, and the number of gaskets should generally not exceed 2;
(5) The tool should be installed firmly. Generally, two screws are used to tighten and fix the tool alternately. After tightening, check the height of the tool tip and the workpiece axis again;
(6) When using a machine clamp indexable tool, the blade and gasket should be wiped clean, and attention should be paid to the appropriate tightening force when using screws to fix the blade.
2. The problem of the tool tip and the workpiece axis being equal and the solution.
(1) Generally speaking, when using a welded tool, it is necessary to consider whether the tool tip is equal to the workpiece axis. If conditions permit, it is best to use a machine clamp indexable tool, which has high tool durability and more stable processing quality.
(2) After the tool is used on the machine tool for a long time, the guide rail will wear and sink, which will reduce the height of the tool holder and make the tool tip lower than the workpiece axis. At this time, regular inspections should be carried out to prevent the tool tip from being misaligned.
(3) In short, to ensure that the tool tip is equal to the workpiece axis, visual inspection can be used, but visual inspection is affected by factors such as angle and light, and is not very accurate. Therefore, it is only suitable for rough machining of large-diameter workpieces. If there is a requirement for precision, it is best to use other more accurate detection methods.